
六標準差(Six Sigma)是一套以統計為基礎的品質管理方法論,目標是將製程缺陷率降至每百萬次機會僅 3.4 次。這篇文章將帶你從核心概念、DMAIC 五大階段、西格瑪等級計算,到認證選擇與跨產業應用案例,完整掌握六標準差的實務知識。
什麼是六標準差?核心概念一次看懂
六標準差(Six Sigma,簡稱 6σ)是一套以數據驅動的品質管理方法論,核心目標是透過統計分析,將製程中的變異(variation)降到極低水準——具體來說,是讓每百萬次機會中的缺陷數(DPMO)不超過 3.4 次,對應良率 99.99966%。
聽起來很抽象?用一個日常案例來說明。
假設你每天中午請同事幫忙訂便當,約定 12:00 送到。如果這位同事每次送達時間在 11:55 到 12:05 之間,變異很小,你幾乎不用擔心餓肚子——這就是高西格瑪水準。但如果他有時 11:30 就到、有時拖到 13:00,變異極大,你根本無法安排午休時間——這就是低西格瑪水準。
六標準差要做的,就是把「送便當時間」的變異壓縮到你幾乎感受不到差異的程度。
六標準差的三個核心精神:
- 數據驅動決策:不靠直覺或經驗,每個改善行動都必須有數據支撐
- 消除變異:問題的根源不是「平均值不對」,而是「每次結果都不一樣」
- 持續改善:不是一次性專案,而是建立持續監控與優化的機制
與一般品質管理最大的差異在於:傳統品管常停留在「差不多就好」的心態——良率 95% 聽起來不錯,但換算成每百萬次就有 50,000 次缺陷。如果你是航空公司,這代表每天有數十架航班出問題。六標準差的思維是:「差不多」永遠不夠好,必須用流程圖與統計工具精確定位問題根源。
六標準差的歷史與發展脈絡
六標準差並非一夜之間誕生,而是經歷了近四十年的演進。
故事要從摩托羅拉(Motorola)說起。1980 年代,摩托羅拉的工程師 Bill Smith 發現,傳統品管方法無法有效降低產品缺陷率。他與統計學家 Mikel Harry 合作,開發出一套以統計為核心的品質改善框架,並在 1986 年正式命名為「Six Sigma」。這套方法讓摩托羅拉在短短幾年內節省了超過 160 億美元的成本。
真正讓六標準差從「一家公司的方法」變成「全球管理語言」的,是奇異(GE)的 CEO Jack Welch。1995 年,Welch 將六標準差定為 GE 的核心經營策略,要求所有部門全面導入。這個決策讓 GE 在五年內累計節省超過 120 億美元,也讓六標準差成為全球企業爭相學習的方法論。
從那之後,六標準差的應用範圍不斷擴大:
- 製造業:半導體、汽車、電子零組件(台灣最早導入的產業)
- 服務業:銀行、保險、物流
- 醫療業:手術流程優化、病患等待時間縮短
- 軟體開發:結合 Agile 的混合模式
台灣的六標準差導入主要集中在半導體與電子製造業,台積電、鴻海等大廠在 2000 年代初期就已全面推行。近年來,精實六標準差(Lean Six Sigma)的概念興起——結合精實生產(Lean)消除浪費的理念與六標準差降低變異的統計方法,成為目前最主流的實踐框架。

六標準差的統計基礎:西格瑪等級怎麼算?
要真正理解六標準差,你需要掌握一個核心概念:標準差(σ)是衡量製程穩定程度的統計量。標準差越小,代表每次產出的結果越接近目標值;標準差越大,代表結果的「散布」越廣,品質越不穩定。
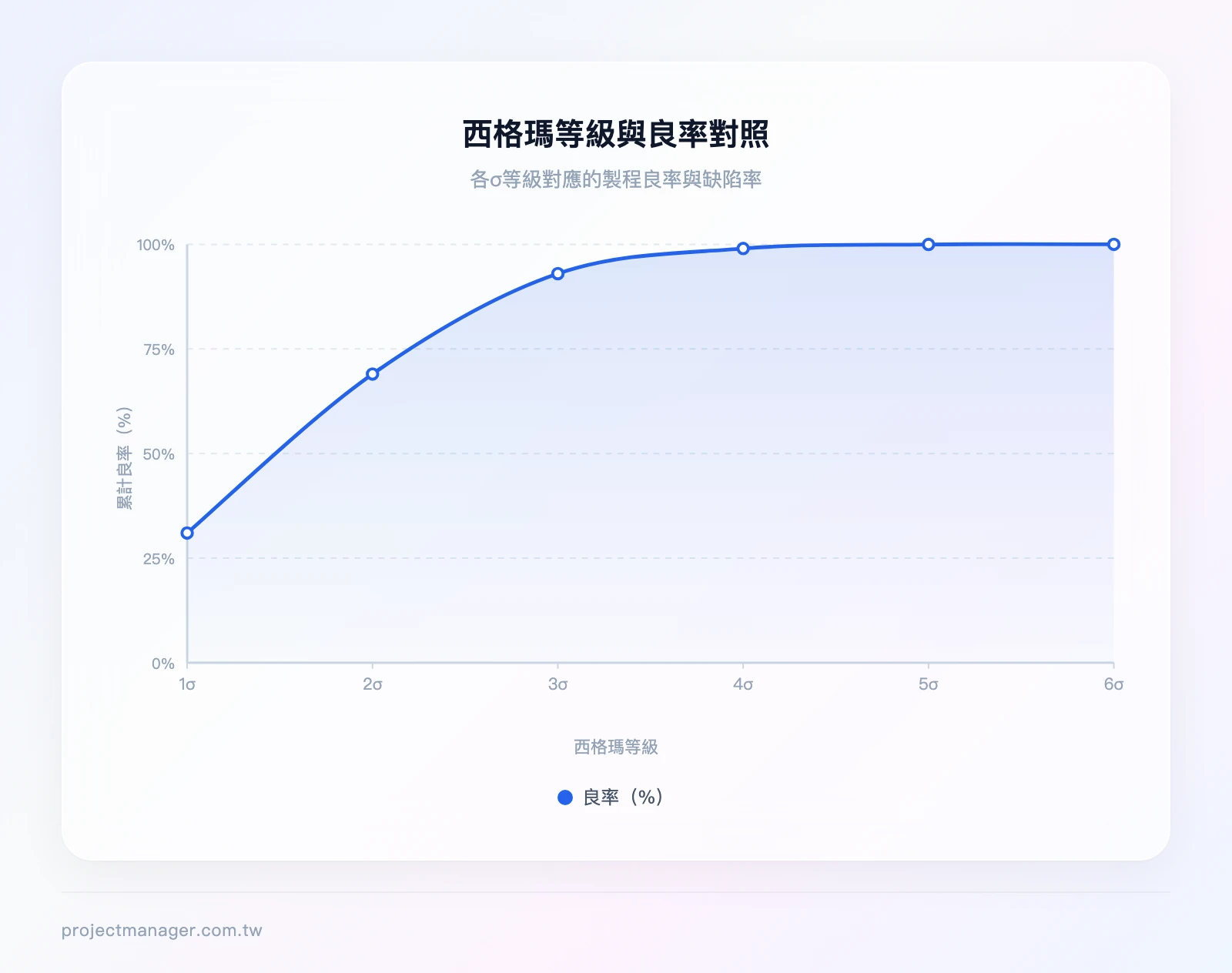
西格瑪等級就是用來描述「你的製程有多穩定」的指標。以下是各等級的對照:
| 西格瑪等級 | DPMO(每百萬機會缺陷數) | 良率 | 實際意義 |
|---|---|---|---|
| 1σ | 691,462 | 30.85% | 幾乎無法運作 |
| 2σ | 308,538 | 69.15% | 品質極差 |
| 3σ | 66,807 | 93.32% | 多數企業的起點 |
| 4σ | 6,210 | 99.38% | 產業平均水準 |
| 5σ | 233 | 99.977% | 優秀企業水準 |
| 6σ | 3.4 | 99.99966% | 世界級水準 |
3σ 的良率 93.32% 聽起來不差,但如果你是一家每天處理 10 萬筆交易的銀行,這代表每天有 6,681 筆交易出錯。提升到 5σ,錯誤降至每天 23 筆;到 6σ,幾乎可以忽略不計。
DPMO 計算方式
DPMO 的公式其實不複雜:
DPMO = (缺陷數 ÷ 機會總數)× 1,000,000
其中:
- 缺陷數:在檢驗中發現的不合格項目總數
- 機會總數:受檢單位數 × 每單位的缺陷機會數
計算範例: 某台灣 PCB 工廠在一批 5,000 片電路板中,每片有 8 個焊接點需要檢驗(即每片有 8 個缺陷機會)。檢驗後發現共有 120 個焊接缺陷。
- 機會總數 = 5,000 × 8 = 40,000
- DPMO = (120 ÷ 40,000)× 1,000,000 = 3,000
查對照表,DPMO 3,000 大約對應 4.3σ 水準。如果目標是達到 5σ(DPMO 233),這家工廠還需要將缺陷數從 120 降至約 9 個——這就是六標準差專案要達成的改善目標。
台灣電子廠的改善實例:從 3σ 到 5σ
上面的公式看起來簡單,但實際的改善幅度有多驚人?以某台灣電子零組件廠為例。這家工廠的 SMT(表面黏著技術)產線在導入六標準差前,焊接良率約 93%,對應 DPMO 約 66,800(3σ 水準)。以每月生產 200 萬個焊點計算,每月約有 133,600 個缺陷焊點需要重工或報廢。
團隊花了 18 個月,分三個 DMAIC 專案逐步改善——第一個專案處理錫膏印刷參數、第二個專案優化回焊爐溫度曲線、第三個專案導入 AOI(自動光學檢測)即時回饋機制。最終將 DPMO 降至約 230(5σ 水準),每月缺陷焊點從 133,600 個驟降至約 460 個。這個改善幅度換算成成本,每年節省的重工與報廢費用超過 NT$1,200 萬。
製程能力指標 Cpk 的關係
在實務中,你常會聽到另一個指標:Cpk(製程能力指數)。Cpk 衡量的是製程中心與規格界限的距離,考慮了製程偏移。一般而言:
- Cpk = 1.0 → 約 3σ 水準
- Cpk = 1.33 → 約 4σ 水準
- Cpk = 1.67 → 約 5σ 水準
- Cpk = 2.0 → 約 6σ 水準
台灣半導體業通常要求供應商的 Cpk 至少達到 1.33(4σ),關鍵製程則要求 1.67 以上。這也是為什麼許多台灣電子廠會投入六標準差專案——因為客戶的品質要求就是用這套語言在溝通。

DMAIC 五大階段完整拆解
DMAIC 是六標準差最核心的方法論框架,用於改善現有製程。這五個字母分別代表:Define(定義)、Measure(量測)、Analyze(分析)、Improve(改善)、Control(控制)。
我們團隊在協助客戶導入品質改善專案時,發現最常見的失敗原因就是「跳過前面的階段直接改善」。DMAIC 的價值在於強迫你按部就班,用數據而非直覺做決策。

D(Define,定義):釐清問題與目標
定義階段的任務是回答三個問題:問題是什麼?客戶要什麼?專案目標是什麼?
核心工具:
- 專案章程(Project Charter):明確記載問題描述、專案範圍、目標指標、團隊成員與時程。這份文件是整個 DMAIC 專案的「合約」,沒有它,後續階段容易失焦。
- SIPOC 圖:用 Supplier(供應商)→ Input(輸入)→ Process(流程)→ Output(輸出)→ Customer(客戶)的架構,快速勾勒出製程全貌。
- VOC(Voice of Customer):透過問卷設計、訪談或客訴資料,了解客戶真正在意的品質特性。
實務案例: 某台灣電子零組件廠發現客訴率連續三個月上升。在 Define 階段,團隊透過分析客訴資料,將問題從模糊的「品質不好」縮小為「特定產品線的焊接強度不足,導致客戶端組裝時脫落」。專案目標設定為:三個月內將該產品線的焊接相關客訴從每月 15 件降至 3 件以下。
M(Measure,量測):建立數據基準線
量測階段的核心是:在改善之前,先搞清楚現在到底有多差。
核心工具:
- 量測系統分析(MSA):在收集數據之前,先確認你的量測工具和方法本身是準確的。我們見過不少案例,團隊花了三個月分析數據,最後才發現量測儀器的誤差比製程變異還大——等於白做。
- 資料收集計畫:定義要收集什麼數據、在哪個製程點收集、收集多少樣本、由誰負責。
- 管制圖:用來判斷製程是否處於「統計管制狀態」,區分「正常變異」和「異常變異」。
常見陷阱: 很多團隊在這個階段犯的錯誤是「數據不夠」或「數據品質差」。例如,只收集了一週的數據就急著進入分析階段,結果遺漏了季節性因素。建議至少收集涵蓋一個完整生產週期的數據。
A(Analyze,分析):找出根本原因
分析階段是 DMAIC 的核心——你要從數據中找出造成問題的根本原因(Root Cause),而不是表面症狀。
核心工具:
- 魚骨圖(石川圖):從人、機、料、法、環、測六個面向,系統性列出所有可能的原因
- 5 Why 分析:對每個可能原因連問五次「為什麼」,直到挖出根本原因
- 假設檢定:用統計方法驗證「這個因素真的會影響結果嗎?」避免被巧合誤導
實務案例: 某食品廠發現包裝重量不穩定,客訴不斷。團隊用魚骨圖列出 12 個可能原因,再透過數據分析逐一排除,最終鎖定三個根本原因:(1)原料粉末的粒徑分佈不均、(2)充填機的振動頻率設定不當、(3)夜班操作員未按 SOP 校正設備。這三個原因分別屬於「料」、「機」、「人」的面向——如果只憑直覺,很可能只會處理其中一個。
這個階段特別適合用企劃書的格式來記錄分析結果與改善提案,確保所有利害關係人都能理解問題的全貌。
I(Improve,改善):設計並驗證解決方案
找到根本原因後,接下來要設計解決方案並驗證其有效性。
核心工具:
- DOE(實驗設計):系統性地測試不同因素組合,找出最佳參數設定
- 防呆設計(Poka-Yoke):設計讓錯誤「不可能發生」的機制,而非依賴人的注意力
- 試行(Pilot):先在小範圍測試,確認有效後再全面推廣
判斷框架: 當你有多個改善方案時,可以用「影響力 × 可行性矩陣」來排序。把每個方案放到艾森豪矩陣的概念中思考:高影響力且高可行性的方案優先執行;高影響力但低可行性的方案需要更多資源支持;低影響力的方案則考慮是否值得投入。
C(Control,控制):確保改善成果持續
控制階段是最容易被忽略、卻最關鍵的一步。沒有控制機制,改善成果通常在 3-6 個月內就會回到原點。
核心工具:
- 管制計畫(Control Plan):明確記載每個關鍵製程參數的監控方式、頻率、責任人與異常處理流程
- SPC 管制圖:持續監控製程,一旦出現異常趨勢就立即預警
- SOP 更新:將改善後的最佳做法寫入標準作業程序,確保所有人都按新方法執行
實務案例: 某半導體封裝廠在完成 DMAIC 專案後,導入 SPC 即時監控系統。系統設定了自動警報規則:當連續 7 個數據點呈現上升趨勢時,自動通知製程工程師。導入後的第一個月,系統就成功攔截了 3 次製程偏移,每次都在產出不良品之前就被修正——以往這些問題要到品管抽檢才會發現,平均延遲 2-3 天。
我們團隊在管理自己的專案時,也用類似的邏輯。例如在 monday.com 上設定自動化規則:當某個任務的完成時間連續超過預估值時,系統自動標記為「需要關注」並通知 PM。這個概念和 SPC 管制圖的預警邏輯完全一致——在問題擴大前就介入處理。
| DMAIC 階段 | 核心問題 | 常用工具 | 產出 |
|---|---|---|---|
| Define(定義) | 問題是什麼? | 專案章程、SIPOC、VOC | 問題定義與專案範圍 |
| Measure(量測) | 現況有多差? | MSA、管制圖、資料收集表 | 基準線數據 |
| Analyze(分析) | 根本原因是什麼? | 魚骨圖、5 Why、假設檢定 | 已驗證的根本原因 |
| Improve(改善) | 怎麼解決? | DOE、防呆設計、Pilot | 已驗證的改善方案 |
| Control(控制) | 如何維持? | SPC、管制計畫、SOP 更新 | 持續監控機制 |
DMADV(DFSS):設計新產品的六標準差方法
DMAIC 適用於改善現有製程,但如果你要從零開始設計一個全新的產品或流程呢?這時候需要的是 DMADV,也稱為 DFSS(Design for Six Sigma)。
DMADV 的五個階段:
- Define(定義):定義設計目標與客戶需求
- Measure(量測):量化客戶需求,將 VOC 轉化為可衡量的 CTQ(Critical to Quality)指標
- Analyze(分析):分析各種設計方案,評估哪個最能滿足 CTQ
- Design(設計):詳細設計產品/流程,包含模擬與最佳化
- Verify(驗證):透過試產與測試,驗證設計是否達到目標
DMAIC vs. DMADV 的關鍵差異:
| 比較項目 | DMAIC | DMADV |
|---|---|---|
| 適用情境 | 改善現有製程 | 設計全新產品/流程 |
| 前提 | 現有製程有數據可分析 | 尚無製程,需從需求出發 |
| 核心思維 | 找出問題並修正 | 從一開始就設計到位 |
| 主要工具 | SPC、假設檢定、DOE | QFD、TRIZ、模擬分析 |
| 適用時機 | 製程能力不足但仍可改善 | 現有製程已無法滿足需求 |
台灣應用場景: 當一家電子廠接到客戶的新規格要求,現有製程的 Cpk 怎麼調都無法達標時,就不該繼續用 DMAIC 硬改,而是啟動 DMADV 重新設計製程。台灣的 IC 封裝測試廠在導入新封裝技術(如 Fan-Out WLP)時,就經常使用 DFSS 的方法論。
另外值得一提的是精實六標準差(Lean Six Sigma),它結合了精實生產消除浪費(Muda)的理念與六標準差降低變異的統計方法。簡單來說:Lean 處理「不該做的事」,Six Sigma 處理「該做的事做不好」。兩者結合,才是最完整的流程改善框架。這也是為什麼現在多數企業談的不是純粹的 Six Sigma,而是 Lean Six Sigma。

六標準差常用工具總覽
六標準差的工具箱非常豐富,但你不需要全部學會。根據不同的分析需求,以下是最常用的工具分類:
統計分析工具:
- 管制圖(Control Chart):即時監控製程是否穩定,是 Control 階段的核心工具
- 直方圖(Histogram):觀察數據的分佈形狀,判斷是否為常態分佈
- 散佈圖(Scatter Plot):分析兩個變數之間是否有相關性
- 迴歸分析(Regression):建立變數之間的數學模型,用於預測
品質分析工具:
- 魚骨圖(Fishbone Diagram):系統性列出問題的可能原因
- FMEA(失效模式與效應分析):在問題發生前,預先評估每個潛在失效的風險等級
- 柏拉圖(Pareto Chart):找出「關鍵少數」——80% 的問題通常來自 20% 的原因
製程工具:
- SIPOC 圖:快速勾勒製程全貌
- 價值流圖(VSM):辨識製程中的增值與非增值活動,這是精實六標準差的核心工具
如果你的團隊正在進行數位轉型,將這些品質工具數位化是很重要的一步。
軟體工具選用建議
執行六標準差專案,你需要能處理統計分析的軟體。以下是主要選項:
| 軟體 | 適用規模 | 年費(NT$) | 學習曲線 | 適合場景 |
|---|---|---|---|---|
| Minitab | 中大型企業 | 約 30,000+ | 中等 | 業界標準,認證考試常用 |
| JMP(SAS) | 研發單位 | 約 45,000+ | 中高 | 視覺化強,適合探索性分析 |
| Excel + 增益集 | 入門 / 小團隊 | 約 2,700(Microsoft 365) | 低 | 成本最低,基礎分析夠用 |
| Python / R | 技術團隊 | 免費 | 高 | 大數據場景,客製化強 |
選工具的判斷框架:
- 團隊 < 5 人、預算有限:先用 Excel,搭配免費的統計增益集就能完成基礎的管制圖和假設檢定
- 需要考認證或與客戶對接:Minitab 是業界標準語言,報告直接用 Minitab 輸出最有說服力
- 研發導向、需要大量視覺化:JMP 的互動式圖表功能非常強大
- 已有數據工程團隊:Python 的 scipy 和 statsmodels 套件可以處理所有六標準差的統計分析
如果你的團隊同時需要管理六標準差專案的進度與任務分配,可以考慮用 monday.com 的專案管理功能來追蹤 DMAIC 各階段的進展。我們團隊實際測試過,用看板視圖將 DMAIC 五個階段設為不同狀態,每個階段的任務、負責人和截止日期一目了然,特別適合跨部門的六標準差專案團隊。

六標準差認證:綠帶、黑帶、黑帶大師怎麼選?
六標準差的認證體系採用「帶級制」,從入門到專家共分五個等級。如果你正在考慮是否要投資考取認證,這個段落會幫你做出判斷。
六標準差認證體系總覽
| 等級 | 角色定位 | 能力要求 |
|---|---|---|
| 白帶(White Belt) | 基礎認知 | 了解六標準差的基本概念與術語 |
| 黃帶(Yellow Belt) | 團隊成員 | 能參與 DMAIC 專案,協助資料收集 |
| 綠帶(Green Belt) | 專案執行者 | 能獨立帶領小型 DMAIC 專案 |
| 黑帶(Black Belt) | 專案領導者 | 能帶領複雜的跨部門改善專案 |
| 黑帶大師(Master Black Belt) | 組織導師 | 能培訓黑帶、制定組織層級的品質策略 |
對多數專業人士來說,綠帶是最實用的起點。它讓你具備獨立執行 DMAIC 專案的能力,而且考試難度和費用都在可接受的範圍內。黑帶則適合想以品質管理為職涯核心的人,通常需要有實際完成專案的經驗。
主要認證機構比較
| 機構 | 國際認可度 | 考試費(NT$) | 培訓費(NT$) | 特色 |
|---|---|---|---|---|
| ASQ(美國品質學會) | 最高 | 約 10,000-15,000 | 自行準備或另購 | 需要專案經驗證明 |
| IASSC | 高 | 約 11,000-15,000 | 自行準備或另購 | 純考試制,不要求專案經驗 |
| CPC(中國生產力中心) | 台灣在地 | 含在培訓費中 | 約 15,000-35,000 | 中文授課,含實作練習 |
| 工研院 | 台灣在地 | 含在培訓費中 | 約 20,000-40,000 | 偏半導體與電子業案例 |
選擇建議:
- 如果你在外商或需要國際認可 → ASQ 或 IASSC
- 如果你偏好中文學習環境、想要有人帶著做 → CPC 或工研院
- 如果你只是想快速取得認證、不需要培訓 → IASSC(考試為主)
想要系統性地提升主管領導力,六標準差黑帶認證是一個很好的加分項——它不只是技術能力的證明,更代表你有帶領跨部門改善專案的經驗。
六標準差證照有用嗎?台灣職場的實際價值
這是我們最常被問到的問題,答案取決於你的產業和職涯目標。
最重視六標準差認證的產業:
- 半導體業:台積電、日月光等大廠的製程工程師,有綠帶以上認證通常有薪資加給(約 NT$2,000-5,000/月)
- 電子製造業:鴻海、和碩等 EMS 廠,品質部門的升遷幾乎以帶級為門檻
- 汽車零組件業:IATF 16949 體系下,六標準差能力是基本要求
- 醫療器材業:FDA 法規要求的製程驗證,六標準差方法論是標準做法
沒有認證能做六標準差嗎? 當然可以。認證是能力的「證明」,不是能力的「來源」。如果你能實際帶領一個 DMAIC 專案並產出量化成果,這比任何證照都有說服力。但如果你在求職或轉職,認證確實能幫你通過第一關的篩選。

六標準差的實際應用:跨產業案例
理論講完了,來看看六標準差在不同產業的實際成效。
製造業:PCB 焊接缺陷改善
某台灣 PCB 製造廠的焊接缺陷率長期維持在 2,000 DPMO(約 4.1σ),客戶要求降至 500 DPMO 以下。
團隊啟動 DMAIC 專案:
- Define:鎖定波焊製程的焊接缺陷,設定目標 DPMO < 500
- Measure:收集三個月的缺陷數據,確認量測系統的 Gage R&R < 10%
- Analyze:用魚骨圖與 DOE 分析,發現三個關鍵因素——助焊劑濃度、預熱溫度、傳送速度
- Improve:透過 DOE 找出最佳參數組合,並加裝助焊劑濃度自動監控裝置(防呆設計)
- Control:導入 SPC 即時監控,設定管制界限與異常警報
成果: 六個月後,焊接缺陷率從 2,000 DPMO 降至 150 DPMO(約 5.1σ),超越客戶要求。年化節省的重工與報廢成本約 NT$800 萬。
服務業:銀行貸款審核流程改善
六標準差不只適用於製造業。某台灣銀行的個人信貸部門長期面臨客戶抱怨:貸款審核從申請到核准平均需要 12 個工作天,遠高於同業平均的 7 天,導致客戶流失率偏高。
團隊啟動 DMAIC 專案,在 Measure 階段收集了三個月共 2,400 件申請案的流程數據。進入 Analyze 階段後,團隊用價值流圖拆解整個審核流程,發現 12 天中有超過 6 天屬於「等待時間」——案件在不同部門之間的傳遞與排隊。進一步用柏拉圖分析等待原因,鎖定三個根本問題:(1)徵信報告需要人工向聯徵中心調閱,平均等待 2.5 天;(2)案件從業務部門轉交審核部門時,缺少標準化的文件檢核表,約 35% 的案件因資料不齊被退回補件;(3)審核主管每天只批核兩個時段,造成案件堆積。
改善方案包括:導入聯徵資料自動串接系統、設計申請文件的防呆檢核表(業務端送件前必須逐項確認)、以及將審核權限依金額分級授權。六個月後,平均審核天數從 12 天降至 5 天,補件退回率從 35% 降至 8%,客戶滿意度調查分數提升了 22%。
醫療業:手術室排程優化
某區域醫院的手術室排程長期混亂,病患平均等待時間超過 90 分鐘,醫師和護理師的加班時數居高不下。
團隊用 DMAIC 分析後發現,問題的根本原因不是「手術太多」,而是排程系統沒有考慮不同手術類型的實際耗時變異。透過收集半年的手術時間數據,建立各類手術的時間預測模型,並重新設計排程邏輯,最終將平均等待時間從 90 分鐘縮短至 35 分鐘,手術室利用率反而從 72% 提升至 88%。
這個案例說明了一個重要觀點:六標準差的「製程」不一定是生產線,任何有輸入、有步驟、有輸出的流程都適用。
中小企業如何低成本導入六標準差
很多中小企業主聽到六標準差就覺得「那是大公司的事」。事實上,你不需要全面認證、不需要聘請黑帶顧問,也能從六標準差的思維中獲益。
3 人小團隊的精簡 DMAIC 執行步驟:
- 選一個痛點問題:不要貪心,從最影響營收或客戶滿意度的單一問題開始
- 收集數據:用 Excel 記錄至少一個月的相關數據(不需要 Minitab)
- 分析根本原因:用魚骨圖 + 5 Why,團隊一起腦力激盪
- 小規模試行改善方案:先在一條產線或一個部門測試
- 建立簡單的監控機制:每週看一次管制圖,確認改善有維持
整個過程可以在 ClickUp 的專案模板中建立追蹤看板,把 DMAIC 五個階段設為任務清單,每個階段的產出文件直接附在任務中。
常見失敗原因:
- 高層支持不足:六標準差需要跨部門合作,沒有高層背書,其他部門不會配合
- 過度依賴工具而忽略文化:買了 Minitab 不代表就在做六標準差,關鍵是團隊是否真的用數據做決策
- 專案選擇不當:選了一個太大或太模糊的問題,導致專案拖延半年沒有成果
如果你是第一次嘗試,建議從一個三個月內可以看到成果的小問題開始。成功一次,團隊就會有信心繼續做下去。

六標準差 vs. 其他方法論:如何選擇?
在品質管理與流程改善的領域,六標準差不是唯一的選項。以下是最常被拿來比較的四種方法論:
| 比較項目 | 六標準差 | 精實生產(Lean) | TQM | Agile |
|---|---|---|---|---|
| 核心目標 | 降低變異 | 消除浪費 | 全面品質文化 | 快速迭代交付 |
| 適用場景 | 穩定製程的品質改善 | 流程效率優化 | 組織文化轉型 | 軟體開發、創新專案 |
| 核心工具 | DMAIC、SPC、DOE | 價值流圖、看板、5S | PDCA、品管圈 | Scrum、Sprint、看板 |
| 導入難度 | 中高(需統計知識) | 中(概念直覺) | 高(需全組織參與) | 中(需團隊配合) |
| 見效速度 | 3-6 個月 | 1-3 個月 | 1-3 年 | 2-4 週(每個 Sprint) |
關鍵差異:
- 六標準差 vs. Lean:互補而非競爭。Lean 解決「做了不該做的事」(浪費),Six Sigma 解決「該做的事做不好」(變異)。這就是為什麼 Lean Six Sigma 是目前最主流的組合。
- 六標準差 vs. TQM:六標準差是專案導向(一次解決一個問題),TQM 是文化導向(改變整個組織的品質意識)。很多企業會用 TQM 建立文化基礎,再用六標準差執行具體改善專案。
- 六標準差 vs. Agile:適用場景完全不同。六標準差適合穩定、重複性高的製程(製造、服務流程);Agile 適合需求不確定、需要快速迭代的場景(軟體開發、產品設計)。如果你的團隊在做軟體開發,可以參考我們的商業模式分析來決定哪種方法論更適合。
「我的問題適合用六標準差嗎?」4 個判斷問題:
- 問題是否可量化? 如果你無法用數字描述問題的嚴重程度,六標準差可能不是最佳選擇。
- 流程是否重複發生? 六標準差適合分析重複性流程中的變異,一次性的專案問題用其他方法更有效。
- 你有足夠的數據嗎? 至少需要 30 個以上的數據點才能做有意義的統計分析。
- 問題的根本原因是否不明? 如果原因很明顯(例如設備壞了),直接修就好,不需要走完整個 DMAIC。

用專案管理工具落實六標準差
六標準差的方法論再好,如果沒有一套系統來追蹤專案進度、管理文件和協調團隊,執行效率會大打折扣。特別是 DMAIC 專案通常跨越 3-6 個月,涉及多個部門,光靠 Email 和 Excel 很難有效管理。
我們團隊在實際協助企業導入六標準差專案時,會建議用專案管理工具來建立 DMAIC 的追蹤框架。以 monday.com 為例,你可以這樣設定:
- 建立 DMAIC 看板:五個群組分別對應 D、M、A、I、C 五個階段
- 每個階段設定里程碑:例如 Define 階段的里程碑是「專案章程簽核完成」
- 設定自動化規則:當某個階段的所有任務完成時,自動通知下一階段的負責人開始工作
- 儀表板追蹤進度:用儀表板一眼看出整個 DMAIC 專案的完成百分比、延遲任務和風險項目
(推薦試試 monday.com 的免費方案,不需要信用卡,我們團隊實際使用後發現它的自動化功能特別適合管理多階段的改善專案。)
如果你的團隊更偏技術導向,ClickUp 也是不錯的選擇。它的自訂欄位功能很強大,你可以為每個任務加上「DPMO」、「Cpk」等自訂數值欄位,直接在專案管理工具中追蹤品質指標的變化。
選工具的建議:
- 5 人以下的小型改善團隊 → 先用 Notion 建立簡單的 DMAIC 文件庫
- 5-15 人的跨部門專案 → monday.com(我們的首選,自動化和儀表板功能最適合追蹤多階段專案)
- 技術團隊需要高度客製化 → ClickUp
結論
這篇文章從六標準差的統計基礎、DMAIC 五階段方法論,一路涵蓋到認證選擇與跨產業應用案例。以下是你最需要記住的重點。
全文重點回顧:
- 六標準差的目標是將製程缺陷率降至每百萬次機會 3.4 次(6σ 水準),核心精神是數據驅動、消除變異、持續改善
- DMAIC 五階段(Define → Measure → Analyze → Improve → Control)是改善現有製程的標準框架;DMADV 則用於設計全新產品或流程
- 西格瑪等級的計算透過 DPMO 公式即可完成,3σ(93.32%)是多數企業的起點,5σ 以上才算優秀
- 認證選擇取決於你的職涯目標——綠帶是最實用的起點,ASQ 國際認可度最高,CPC 和工研院適合偏好中文學習環境的人
- 中小企業也能導入——從一個痛點問題開始,用 Excel 收集數據,3 人小團隊就能跑精簡版 DMAIC
你的下一步行動:
如果你想把這篇文章的方法論付諸實踐,建議從這裡開始:選一個你團隊目前最頭痛的品質問題,用 DMAIC 的 Define 階段寫出一份簡單的專案章程——問題是什麼、目標是什麼、誰負責、預計多久完成。你可以在 monday.com 上用「專案啟動模板」建立新看板,把專案章程的欄位直接填入,10 分鐘就能建好你的第一個 DMAIC 專案框架。
六標準差常見問題
六標準差一定要用在製造業嗎?
不一定。六標準差最早確實源自製造業,但它的核心邏輯——用數據找出變異的根本原因並消除它——適用於任何有重複性流程的場景。醫院用它優化手術排程、銀行用它縮短貸款審核時間、物流公司用它降低配送錯誤率。關鍵不在於產業,而在於你的問題是否可量化、流程是否重複發生。
六標準差和 ISO 9001 有什麼關係?
ISO 9001 是品質管理「體系」的認證,確保組織有一套完整的品質管理制度;六標準差是品質改善的「方法論」,用來解決具體的品質問題。兩者互補:ISO 9001 建立框架,六標準差在框架內執行改善。很多通過 ISO 9001 認證的企業仍然有品質問題,因為有制度不代表制度有效——這時候就需要六標準差來找出問題並改善。
導入六標準差需要多少時間和預算?
一個典型的 DMAIC 專案從啟動到結案約 3-6 個月。預算方面,如果是中小企業自行導入(不請外部顧問),主要成本是團隊的時間投入和統計軟體費用(Excel 免費,Minitab 約 NT$30,000/年)。如果請外部顧問輔導,費用通常在 NT$30-80 萬之間,視專案複雜度而定。建議先從一個小專案開始,用成果說服管理層投入更多資源。
六標準差在 PTT 上常見的誤解有哪些?
PTT 上常有人問到六標準差到底值不值得學,討論中最常出現三個誤解:(1)「六標準差就是統計」——統計只是工具,核心是問題解決的思維框架;(2)「一定要考認證才能做」——認證是加分,但實際完成專案的經驗更重要;(3)「導入六標準差就能解決所有問題」——六標準差適合處理重複性流程中的變異問題,對於需求不明確或一次性的問題,Agile 或 Design Thinking 可能更適合。
沒有統計背景可以學六標準差嗎?
完全可以。綠帶等級需要的統計知識大約是大學統計學入門的程度——基本的平均數、標準差、常態分佈、假設檢定。現在的統計軟體(如 Minitab)已經把複雜的計算自動化了,你需要的是理解「這個數字代表什麼意義」,而不是手算公式。如果你對數據分析有興趣,可以先從筆記軟體整理學習筆記開始,搭配線上課程(如 Coursera 的相關課程),通常 2-3 個月就能掌握綠帶所需的統計基礎。












